陶瓷材料(莫氏硬度7-9級)的高硬度與低韌性,使其成為 “難加工材料” 典型代表。傳統機械鉆孔面臨三大核心問題:
刀具損耗嚴重:硬質合金鉆頭加工500孔后磨損率超20%,更換成本占加工費用的40%;
加工效率低下:單孔加工耗時>1秒,且需頻繁停機換刀;
良品率不足:材料崩裂、孔偏斜等問題導致平均良品率僅60%-70%。
激光鉆孔機以非接觸式加工優勢實現技術顛覆:
無機械應力損傷:通過激光能量汽化材料,避免傳統加工的裂紋風險;
微米級精度控制:配合高精度運動系統,位置精度可達±1μm,孔徑一致性誤差<1%;
柔性化加工能力:無需更換物理刀具,可在數秒內切換0.05-2mm孔徑的加工任務。
1.激光器類型與適用場景:
|
激光器類型 |
波長 |
最小孔徑 |
加工速度 |
熱影響區 |
典型應用材料 |
|
CO?激光器 |
10.6μm |
0.1mm |
80-150 孔 / 秒 |
50-100μm |
氧化鋁、氮化鋁 |
|
紫外激光器 |
355nm |
0.05mm |
50-100 孔 / 秒 |
5-10μm |
氧化鋯、氮化硅 |
|
超快激光器 |
532nm/355nm |
0.02mm |
20-50 孔 / 秒 |
<5μm |
金剛石膜、碳化硅 |
2.運動控制系統:
直線電機驅動:定位精度 ±2μm,重復定位精度 ±1μm,適合 0.1mm 以下微孔的高精度加工;
振鏡掃描系統:加工速度>200 孔 / 秒,支持平面內任意孔型的快速成型,適用于陣列孔批量加工。
3.輔助系統優化:
真空吸附平臺:采用多孔陶瓷吸附板,將 0.2mm 超薄陶瓷基板的翹曲變形控制在 ±5μm 以內;
煙塵凈化裝置:配備 HEPA 過濾系統,對 0.3μm 以上顆粒的過濾效率達 99.97%,保障加工環境清潔。
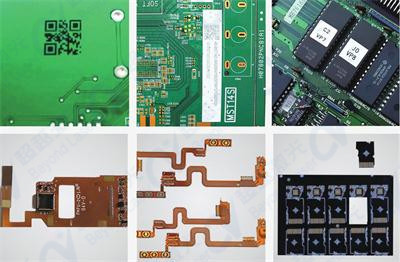
1.電子陶瓷基板加工(96% 氧化鋁,厚度 0.5mm):
孔徑需求:0.15mm,孔間距0.3mm,陣列孔數量5000個/片
設備配置:紫外激光器+直線電機平臺+視覺對位系統
工藝參數:脈沖能量3mJ,頻率80kHz,輔助氣壓8bar(氮氣)
加工效果:單片加工時間8分鐘,孔徑一致性±3μm,無崩邊、無熔渣殘留
2.航空航天陶瓷部件加工(氮化硅,厚度 2mm):
孔徑需求:0.3mm,深徑比10:1,孔壁粗糙度Ra≤2μm
設備配置:CO?激光器+多軸聯動系統+旋轉工作臺
工藝參數:脈沖能量10mJ,頻率50kHz,采用螺旋掃描路徑(每圈偏移0.02mm)
加工效果:深孔直線度誤差0.05%,出口崩裂率<0.5%,滿足航空級精度要求
3.新能源陶瓷隔膜加工(氧化鋯,厚度 0.1mm):
孔徑需求:80μm,孔密度2000孔/cm2,均勻性誤差<5%
設備配置:超快激光器+高速振鏡+自動糾偏系統
工藝參數:脈沖寬度50ps,頻率200kHz,離焦量-0.1mm(深孔成型)
加工效果:單孔加工時間0.5ms,無熱變色,透氣率波動<2%
")
1.明確加工目標:
精度優先(如0.05mm超微孔):選擇紫外/超快激光器+直線電機平臺,搭配±1μm精度的視覺對位系統;
效率優先(如萬孔級批量生產):選擇CO?激光器+振鏡掃描系統,關注設備的自動上下料與產能匹配能力。
2.考察設備穩定性:
激光器壽命:主流CO?激光器壽命≥10,000小時,紫外激光器≥20,000小時;
溫度控制:需配備恒溫冷卻系統(溫度波動≤±1℃),避免光路漂移影響加工精度。
3.隱性成本考量:
維護便利性:選擇模塊化設計設備(如可拆卸式激光頭,維護時間縮短50%);
能耗成本:對比不同設備的功率消耗(如某款設備每小時耗電 15kWvs.25kW),年差值可達數萬元。
1.智能化加工升級:

微信公眾號

手機微網站




深圳市超越激光智能裝備股份有限公司 粵ICP備11096299號 安全聯盟  粵公網安備 44030702002291號
粵公網安備 44030702002291號
【免責聲明】網站內容部分來自網絡.若有侵權行為請告知網站管理員.本網站將立即給予刪除【版權聲明】若無告之盜用本站信息,違者必究,決不姑息!

![]()

![]()